
Tous les produits
-
Le moule moulage mécanique sous pression
-
en aluminium le moulage mécanique sous pression
-
Le zinc moulage mécanique sous pression
-
Les pièces de moulage mécanique sous pression
-
Le magnésium moulage mécanique sous pression
-
La gravité moulage mécanique sous pression
-
Le cuivre moulage mécanique sous pression
-
Prototype en aluminium de commande numérique par ordinateur
-
Pièces de fraisage de commande numérique par ordinateur
-
Moulage par injection en plastique
-
pièces en plastique d'injection
-
Pièces en aluminium d'extrusion
Personne à contacter :
Mary
Numéro de téléphone :
13724578129
WhatsApp :
+8613724578129
A380 les tirs du service 80000 moulent l'acier du moulage mécanique sous pression H13 pour l'automobile






| Lieu d'origine | LA CHINE |
|---|---|
| Nom de marque | JHPD |
| Certification | IATF16949 |
| Numéro de modèle | BGFA |
| Quantité de commande min | 1set |
| Prix | Negotiable |
| Détails d'emballage | Pp mettent en sac, le petit pain de papier, la boîte de boursouflure, carton ou selon votre demande |
| Délai de livraison | 20-30 jours |
| Conditions de paiement | T/T |
| Capacité d'approvisionnement | 50 ensembles moulent par mois |

Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xDétails sur le produit
| Acier de moule | P20 , H13 | Matière première | Aluminium , Zinc , Magnésium |
|---|---|---|---|
| La vie de moule | 50000 à 80000 coups | Température de matrice | 288 |
| La température de moulage | 660 | Machine à couler | De 280 tonnes à 1250 tonnes |
| Surligner | Le moule du service A380 moulage mécanique sous pression,80000 tirs moulent moulage mécanique sous pression,L'automobile H13 en acier moulage mécanique sous pression |
||
Description de produit
Le fournisseur de moulage mécanique sous pression moulage mécanique sous pression le service fait sur commande en aluminium du moulage d'aluminium d'OEM A380
La conception de moulage mécanique sous pression
Avant le moulage mécanique sous pression vos pièces, fabricants considérera un certain nombre de facteurs, comme : épaisseurs d'élément et complexités (affects le laps de temps que le métal devrait dépenser dans le moule ou les moules) et complexité de conception moulée (temps de solidification d'affects). Pour adapter un processus aux besoins du client de moulage mécanique sous pression pour des conditions uniques, les fabricants peuvent ajuster la conception de matrice, la chaleur de processus, la composition matérielle ou combien de temps le matériel dépense dans un moule.
| Meurent et les matériels et la dureté de composant pour différents métaux moulés | |||||||
| Meurent le composant | Métal moulé | ||||||
| L'étain, mènent et zinguent | Aluminium et magnésium | De cuivre et en laiton | |||||
| Matériel | Dureté | Matériel | Dureté | Matériel | Dureté | ||
| Insertions de cavité | P20 [note 1] | 290-330 HB | H13 | 42-48 HRC | DIN 1,2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| Noyaux | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1,2367 | 40-46 HRC | |
| DIN 1,2367 | 42-48 HRC | ||||||
| Goupilles de noyau | H13 | 48-52 HRC | Prehard DIN 1,2367 | 37-40 HRC | Prehard DIN 1,2367 | 37-40 HRC | |
| Pièces de psilosis | H13 | 48-52 HRC | H13 DIN 1,2367 |
46-48 HRC 44-46 HRC |
DIN 1,2367 | 42-46 HRC | |
| Bec | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1,2367 H13 |
40-44 HRC 42-48 HRC |
|
| Goupilles d'éjecteur | H13 [note 2] | 46-50 HRC | H13 [note 2] | 46-50 HRC | H13 [note 2] | 46-50 HRC | |
| Douille de tir de plongeur | H13 [note 2] | 46-50 HRC | H13 [note 2] DIN 1,2367 [note 2] |
42-48 HRC 42-48 HRC |
DIN 1,2367 [note 2] H13 [note 2] |
42-46 HRC 42-46 HRC |
|
| Bloc de support | prehard 4140 | ~300 HB | prehard 4140 | ~300 HB | prehard 4140 | ~300 HB | |
Avantages de moule de HPDC
· La configuration de pièce de forme du filet est réalisable
· L'exactitude dimensionnelle élevée est réalisable
· Production rapide
· Les murs de diluant sont réalisables une fois comparés à l'investissement et aux moulages au sable
· Éventail de formes possibles
· Des fils externes peuvent casted
· Des insertions en acier peuvent sur-être moulées
· Des trous peuvent être creusés à la taille interne de perceuse de robinet
| Typique meurent les températures et la vie pour différents matériaux moulés | ||||
| Zinc | En aluminium | Magnésium | En laiton (jaune plombé) | |
| Le maximum meurent la vie [le nombre de cycles] | 1 000 000 | 100 000 | 100 000 | 10 000 |
| Meurent la température [C° (F°)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| La température de moulage [C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
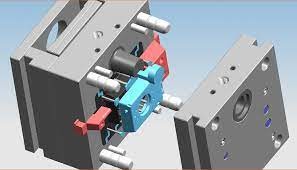
Le moulage mécanique sous pression est un processus de fabrication qui est utilisé généralement pour les pièces extérieures exactement dimensionnées, brusquement définies, douces, ou texturisées de production en métal. Il est accompli en forçant le métal fondu sous la haute pression dans les matrices réutilisables en métal. Le moulage mécanique sous pression moule le processus suit les suites de la procédure concernant la fabrication de moule de fonte de matrice :
Processus de fabrication de moule
1. Un moule est créé dans au moins deux sections pour permettre le retrait approprié du bâti.
2. Les sections sont montées solidement dans la machine et sont arrangées de sorte qu'on soit stationnaire tandis que l'autre est mobile.
3. Les deux sont étroitement maintenus ensemble.
4. le métal fondu est injecté dans la cavité de matrice où il solidifie rapidement.
5. Les moitiés de matrice sont dessinées à part et le bâti est éjecté.

produits recommandés